












يعمل مدير المشروع الآن على توريد 50 كيلومترًا من أنابيب LSAW ذات القطر الكبير لخط أنابيب غاز طبيعي عابر للبلد ذي المهام الحرجة. إنه جدول زمني صارم مع مواصفات صارمة للغاية فيما يتعلق بدقة الأبعاد. إن العثور على مورد هو الجزء السهل، أما الجزء الصعب فهو ضمان قدرة المورد على إنتاج جودة عالية باستمرار وتلبية معدل الإنتاج.
يكمن سر تلبية هذا الطلب في المواد الخام بقدر ما يكمن في تكنولوجيا تصنيع الأنابيب الأساسية. بالنسبة لمشاريع الإنتاج القياسية ذات الحجم الكبير، من الضروري فهم الفرق بين طرق عملية تشكيل الأنابيب ذات الفتحات المنخفضة الكثيفة. إن معالجة UOE هي عملية كثيفة رأس المال وعملية مؤتمتة للغاية وهي إجابة مختلفة تمامًا تم إجراؤها لهذا النوع من المشاكل بالضبط.
في هذه المقالة، ستتعرف في هذه المقالة على تحليل تقني لعملية التمدد الميكانيكي خطوة بخطوة لعملية التمدد الميكانيكي الحرج لأنابيب الصلب LSAW. سنقوم بتشريح مراحل عملية التمدد الميكانيكي: من التشكيل في البداية إلى التمدد الميكانيكي الحرج، مع عرض تحليل قائم على البيانات لكيفية الاستفادة من كفاءة الإنتاج وجودة المنتج النهائي، وهذا سيمنح المهندسين ومديري المشتريات دليلًا موجزًا لاتخاذ القرار.

عملية UOE: تفصيل تقني خطوة بخطوة
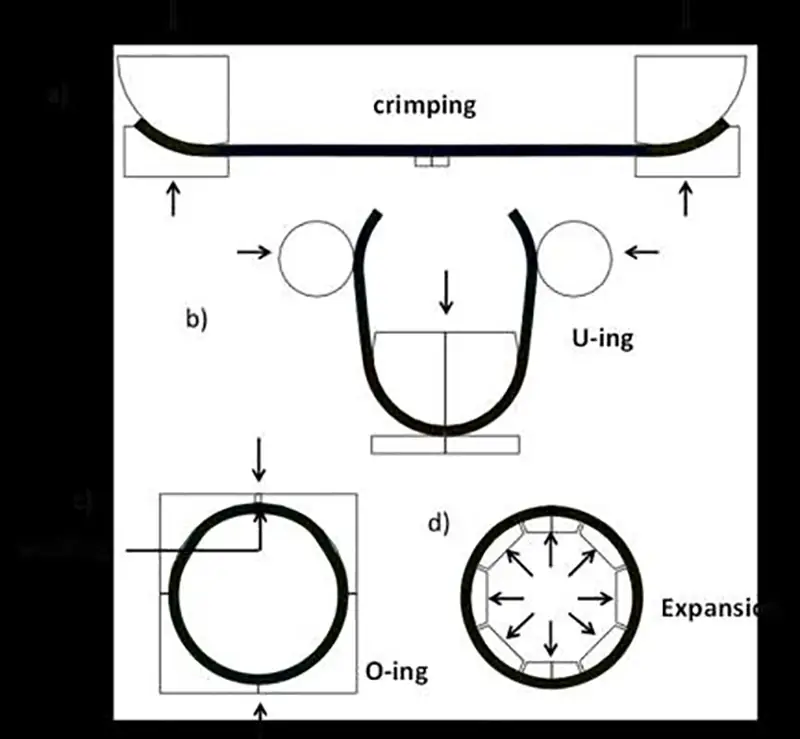
يُشار بمصطلح UOE إلى عمليات التشكيل U-ing، وO-ing O-ing، وExpanding التي تمثل الصفات الخطوات المتسلسلة الرئيسية للعملية. وتتميز بمعدلات إنتاج عالية للغاية، وهي مناسبة جدًا لإنتاج أنابيب LSAW ذات القطر الكبير والجدران السميكة.
1. المعالجة المسبقة: تحضير الصفيحة الفولاذية
تتم معالجة الصفيحة الفولاذية الخام من خلال مرحلتين أساسيتين للتحضير قبل التشكيل. المرحلة الأولى هي طحن الحافة، حيث يتم طحن حواف الصفيحة إلى هندسة تركيب اللحام المناسبة. ثم هناك عملية تجعيد الحواف وعقص الحواف: تقوم مكابس قوية بثني حواف الصفيحة ذاتها إلى انحناء الأنبوب النهائي.”العقص” يسمى أيضًا "التجعيد" ويطلق عليه أيضًا التشفيط، حيث يتم إجراء عملية تجعيد الحافة 4.0 مم لأنبوب سمكه 1.0 مم ~ لا يزيد سمك الأنبوب عن.10 مم قبل تسخين لولب النضج. هذا التجعيد الأول يتجنب العيوب في المرحلة الرئيسية O-ing ويضمن شكل دائري تمامًا.
2. مرحلة التشكيل الأولى مرحلة التشكيل الأولى
بعد ذلك، يتم نقل الصفيحة الفولاذية المُعدّة إلى مكبس ”U-ing”. وهنا يأتي القالب العلوي الضخم - الذي ينحني على شكل حرف “U” - ليقوم بتحطيم اللوحة المسطحة إلى شكل حرف "U" بقوة هائلة. يتم تنفيذ ذلك بضربة واحدة وبسرعة فائقة مما يجعل خطوة التشكيل المتتالية ممكنة.
3. مكبس اللحام: التشكيل النهائي واللحام
يتم نقل اللوحة على شكل حرف U إلى المكبس على شكل حرف O. هذه مكبس مزود بقالب علوي نصف دائري قوي للغاية ينزل ويغلق حرف “U” في حرف “O” (أنبوب دائري عمليًا). الحافتان المضروبتان الآن متطابقتان تمامًا. أثناء تعرضها للضغط في المكبس على شكل حرف O، يتم لحام الوصلة على شكل حرف O ثم يتم لحامها داخليًا وخارجيًا بالقوس المغمور (SAW) لإنتاج وصلة لحام عالية الجودة ومستمرة.
4. الـ “E” التوسيع الميكانيكي - جوهر عملية UOE
هذه المرحلة هي ما يميز عملية UOE حقًا وتمنح منتجاتها صفات فائقة. بعد اللحام، يتم نقل الأنبوب إلى موسع ميكانيكي. يتم إدخال رأس تمدد داخلي مزود بقطاعات متعددة في الأنبوب ويتم توسيعه هيدروليكيًا، ويدفع إلى الخارج ضد الجدران الداخلية للأنبوب. يقوم هذا الإجراء بعدة أشياء مهمة في وقت واحد:
· مقاسات الأنبوب إلى قطرها النهائي الدقيق بدقة فائقة.
· يتقن دائرته الدائرية (خارج الاستدارة).
· يستقيم الأنبوب بطولها بالكامل.
· يخفف من الضغوط الداخلية التي تم إحداثها أثناء عمليات التشكيل واللحام. تعمل هذه الظاهرة، المعروفة باسم تأثير باوشنجر، على تحسين الخصائص الميكانيكية النهائية للأنبوب بشكل كبير.
5. الاختبار والفحص النهائي
بعد التمدد، يتم اختبار كل أنبوب من خلال سلسلة صارمة من الاختبارات، مثل الاختبار الهيدروستاتيكي، والاختبار بالموجات فوق الصوتية (UT) لدرزات اللحام وجسم الأنبوب، وفحوصات الأبعاد للتأكد من أنه يفي بجميع متطلبات المشروع والمتطلبات القياسية الدولية بما في ذلك API 5L.
التحليل الكمي: التحليل الكمي: التحليل الكمي: التحليل الكمي
| الميزة | عملية UOE | عملية JCOE | المقياس/الأساس المنطقي القابل للقياس الكمي |
| كفاءة الإنتاج | سرعة عالية، تدفق مستمر | تشكيل بطيء وتزايدي | خطوط UOE مؤتمتة للإنتاج بكميات كبيرة، وغالبًا ما تحقق معدلات تصل إلى 60 أنبوب/ساعة لأحجام معينة. |
| دقة الأبعاد | ممتاز | جيد جداً | تضمن مرحلة التمدد الميكانيكي الإلزامي في عملية UOE دائرية فائقة وتفاوتًا فائقًا في القطر، وعادةً ما يكون ذلك في حدود ± 0.5% من القطر. |
| الإجهاد المتبقي | منخفضة | معتدل | يعمل التمدد الميكانيكي على تخفيف الضغوط الداخلية بشكل فعّال، مما يؤدي إلى استقرار أفضل للمادة ومقاومة التشقق الناتج عن التآكل الإجهادي. |
| مرونة القطر | محدودة | عالية | أدوات UOE خاصة بنطاق ضيق من الأقطار. أما مكابس JCOE فهي أكثر قابلية للتكيف مع إنتاج دفعات أصغر بأحجام متنوعة. |
| استثمار رأس المال | عالية جداً | عالية | إن مكابس U- و O المتخصصة عالية الحمولة والموسعات الميكانيكية تجعل من UOE استثمارًا أوليًا أعلى بكثير. |
عملية UOE هي تقنية عالية أنابيب LSAW عملية التصنيع بسبب كفاءتها وأتمتتها والخطوة الأخيرة الفريدة من نوعها في التمدد الميكانيكي، وتعتبر خطوة التمدد هذه هي المصدر المباشر للفوائد الأساسية للطريقة: الدقة العالية في الأبعاد وانخفاض الضغوط المتبقية في المنتج النهائي.
يجب أن يكون الاختيار بين عمليات التصنيع مدفوعاً بتفاصيل المشروع.
· اختر موفر خدمة يستخدم عملية UOE: إذا كان مشروعك يحتاج إلى كمية كبيرة جدًا من قطر أنبوب قياسي، فإن الجدول الزمني للإنتاج ضيق، والمتطلبات الفنية لتحقيق أضيق تفاوتات في الأبعاد أمر بالغ الأهمية.
· ضع في اعتبارك موردًا يستخدم تقنية مثل JCOE:عندما يتعامل مشروعك مع أحجام صغيرة عبر أقطار أنابيب مختلفة، أو إذا كان مشروعك يتعامل مع أحجام صغيرة عبر أقطار أنابيب مختلفة، أو إذا لم تكن سرعة الإنتاج الأعلى هي المحرك الرئيسي في تكاليفك.
في النهاية، معرفة تقنية المنتج هي مفتاح نجاح عملية الشراء. في ألاند لأنابيب الصلب، نحن في ألاند لأنابيب الصلب، نقوم بأكثر من مجرد أنابيب LSAW، فنحن نقدم الشفافية التقنية والمعرفة الفنية التي تسمح لك باختيار أفضل مسار معالجة لجدول مشروعك الفريد/المواصفات/مقايضة الميزانية.

ASTM A53 مقابل API 5L: دليل للاختيار والتطبيق
في مجال الأنابيب الصناعية، ASTM A53 وAPI 5L هما معياران رئيسيان يستخدمان على نطاق واسع، ولكنهما مختلفان تمامًا في الوضعيات. ASTM...

مقدمة: تحدد الاختلافات التكنولوجية النجاح أو الفشل، ويجب أن يكون الاختيار “دقيقًا”
في مشاريع نقل النفط والغاز والبنية التحتية البلدية وغيرها من المشاريع الكبرى، يؤثر الاختيار المعقول لعملية لحام الأنابيب الفولاذية بشكل مباشر على المشروع...

تحليل كثافة الفولاذ: الاختلافات الأساسية بين الفولاذ الكربوني الطري والمتوسط والتطبيقات الصناعية
تُعد كثافة الفولاذ أحد العوامل الرئيسية التي تحدد خصائصه الفيزيائية وتطبيقاته الصناعية. الحالة النظرية لكثافة الفولاذ...

أنابيب الصلب المطلي ب 3LPE: حاجز صلب في مجال الحماية من التآكل الصناعي
في البيئة القاسية للنفط والغاز، والصناعات الكيميائية، وشبكة الأنابيب الحضرية، وما إلى ذلك، فإن موثوقية ومقاومة التآكل على المدى الطويل لنظام خطوط الأنابيب...

الأنابيب المطلية بـ 3LPP: واقي مضاد للتآكل في درجات الحرارة العالية وبيئة الضغط العالي
في بعض البيئات الخاصة الصعبة مثل التنقيب عن النفط والغاز في أعماق البحار ونقل النفط الخام في درجات حرارة عالية، تواجه الطلاءات التقليدية المضادة للتآكل تحديات كبيرة في بعض البيئات الخاصة الصعبة مثل التنقيب عن النفط والغاز في أعماق البحار ونقل النفط الخام في درجات حرارة عالية...

أنابيب الصلب FBE: الدرع التكنولوجي لخط الدفاع الصلب
I في المياه الجليدية تحت خط أنابيب بحر النرويج، يوجد قسم من أنابيب الصلب الكربوني المبطنة من الصلب الكربوني FBE في الخدمة منذ 25...