












Un jefe de proyecto está buscando 50 kilómetros de tuberías LSAW de gran diámetro para un gasoducto de gas natural a través del país. Se trata de un calendario agresivo con una especificación excepcionalmente estricta en cuanto a precisión dimensional. Encontrar un proveedor es la parte fácil, lo difícil es asegurarse de que el proveedor es capaz de producir constantemente alta calidad y cumplir el ritmo de producción.
El secreto para satisfacer esta demanda reside tanto en la materia prima como en la tecnología básica de fabricación de tubos. Para proyectos de gran volumen y producción estandarizada, es vital comprender la diferencia entre los métodos de proceso de conformado LSAW. El proceso UOE es un proceso muy intensivo en capital y altamente automatizado que constituye una respuesta bastante diferente hecha exactamente para este tipo de problema.
En este artículo, aprenderá un análisis técnico paso a paso del proceso UOE de los tubos de acero LSAW. Vamos a diseccionar las fases del proceso de expansión mecánica: desde la conformación al principio hasta la expansión mecánica crítica, mostrando un análisis basado en datos de cómo beneficia a su eficiencia de producción y a la calidad del producto final.Esto proporcionará a los ingenieros y responsables de compras una guía concisa para la toma de decisiones.

El proceso UOE: Desglose técnico paso a paso
El término proceso UOE hace referencia a los procesos de conformado de U-ing, O-ing y Expanding, que representan las principales fases secuenciales del proceso. Se caracteriza por unos índices de producción extremadamente altos, siendo muy adecuado para producir tubos LSAW de gran diámetro y paredes gruesas.
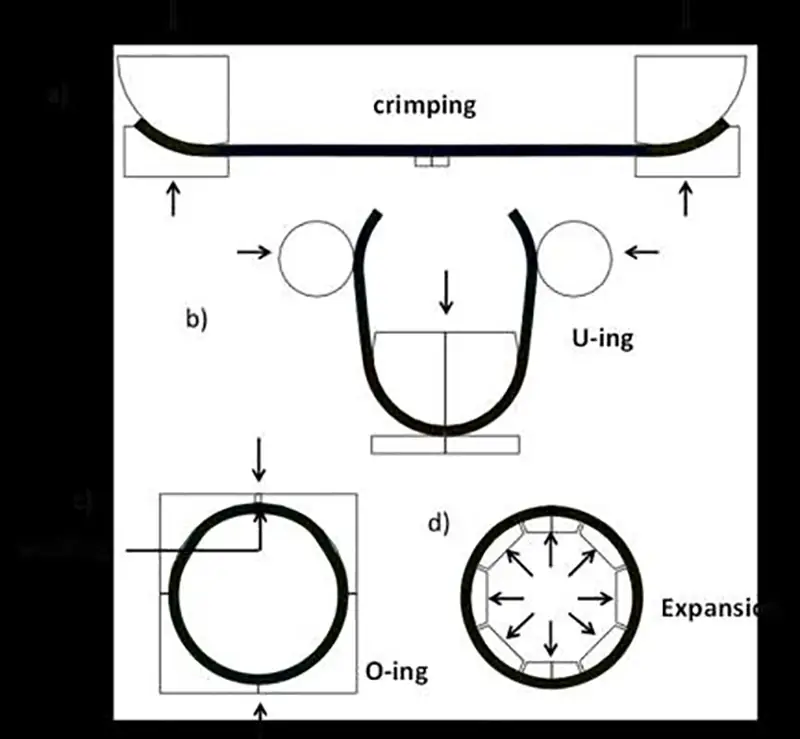
1. Preprocesado: Preparación de la chapa de acero
La chapa de acero en bruto se somete a dos fases de preparación esenciales antes del conformado. La primera es el fresado de bordes, en la que los bordes de la chapa se fresan para obtener la geometría adecuada de ajuste de la soldadura. Luego está el engarce de bordes, Edge Crimping: Una potente prensa dobla los bordes de la chapa hasta la curvatura de la tubería acabada. ”Crimp” también se denomina rebordeado, realizar el rebordeado 4,0 mm para tuberías de 1,0 mm de espesor~no más de.10 mm de espesor de tubería antes de calentar la espiral de maduración. Este primer engarzado evita imperfecciones en la etapa principal de O-ing y garantiza un perfil perfectamente circular.
2. La prensa U-ing: La primera etapa de formación
A continuación, la placa de acero preparada se transfiere a la prensa de U-ing. Aquí, un colosal troquel superior -que se curva como una ”U”- se abate y aplasta la placa plana en forma de “U” con una fuerza increíble. Se realiza de un solo golpe y es muy rápido, lo que hace posible el paso de conformado sucesivo.
3. La prensa O-ing: Conformado final y soldadura
La placa en forma de “U” se traslada a la prensa O-ing. Se trata de una prensa con un troquel superior semicircular muy potente que baja y cierra la “U” en una "O" (prácticamente un tubo circular) . Los dos bordes fresados están ahora perfectamente emparejados. Mientras se somete a presión en la prensa O-ing, la unión se suelda por puntos y, a continuación, se suelda por arco sumergido (SAW) interna y externamente para producir una unión soldada continua de alta calidad.
4. La “E”: Expansión mecánica - El núcleo del proceso UOE
Esta etapa es la que realmente define el proceso UOE y confiere a sus productos unas cualidades superiores. Tras la soldadura, el tubo se traslada a un expansor mecánico. Un cabezal de expansión interno con múltiples segmentos se inserta en el tubo y se expande hidráulicamente, empujando hacia fuera contra las paredes internas del tubo. Esta acción realiza varias cosas críticas simultáneamente:
· Dimensiona la tubería a su diámetro final exacto con una precisión extraordinaria.
· Perfecciona su circularidad (falta de redondez).
· Endereza la tubería en toda su longitud.
· Alivia las tensiones internas que se indujeron durante los procesos de conformado y soldadura. Este fenómeno, conocido como efecto Bauschinger, mejora notablemente las propiedades mecánicas finales del tubo.
5. Pruebas e inspección finales
Tras la expansión, cada tubo se somete a una rigurosa serie de pruebas, como pruebas hidrostáticas, pruebas de ultrasonidos (UT) del cordón de soldadura y del cuerpo del tubo, y comprobaciones dimensionales para confirmar que cumple todos los requisitos del proyecto y de las normas internacionales, entre ellos API 5L.
Análisis cuantitativo: Proceso UOE vs. JCOE
| Característica | Proceso UOE | Proceso JCOE | Métrica cuantificable / Justificación |
| Eficacia de la producción | Flujo continuo de alta velocidad | Conformado lento e incremental | Las líneas UOE están automatizadas para la producción en serie, y a menudo alcanzan velocidades de hasta 60 tubos/hora para determinados tamaños. |
| Precisión dimensional | Excelente | Muy buena | La etapa de expansión mecánica obligatoria en el proceso UOE garantiza una circularidad y tolerancia de diámetro superiores, normalmente dentro de ±0,5% del diámetro. |
| Tensión residual | Bajo | Moderado | La expansión mecánica alivia activamente las tensiones internas, lo que mejora la estabilidad del material y la resistencia al agrietamiento por corrosión bajo tensión. |
| Diámetro Flexibilidad | Limitado | Alta | El utillaje UOE es específico para una estrecha gama de diámetros. Las prensas JCOE se adaptan mejor a la producción de lotes más pequeños de distintos tamaños. |
| Inversión de capital | Muy alta | Alta | Las prensas especializadas en U y O de alto tonelaje y el expansor mecánico hacen que la UOE suponga una inversión inicial significativamente mayor. |
El proceso UOE es un proceso de alta tecnología Tubo LSAW Este último paso de expansión es la fuente directa de los beneficios esenciales del método: alta precisión dimensional y bajas tensiones residuales en el producto final.
La elección entre los distintos procesos de fabricación debe basarse en las características específicas del proyecto.
· Seleccione un proveedor que utilice el proceso UOE: Si su proyecto necesita un volumen muy grande de un diámetro de tubo estándar, el calendario de producción es ajustado y los requisitos técnicos para lograr las tolerancias más estrictas en las dimensiones es un facto crítico.
· Consideremos un proveedor que emplea una técnica como JCOE:cuando su proyecto se ocupa de pequeños volúmenes en diferentes diámetros de tubería, necesita más flexibilidad en la producción o si la mayor velocidad de producción no es el principal factor determinante de sus costes.
Al final, conocer la tecnología del producto es la clave del éxito en la compra. En Allland Steel Pipe, hacemos algo más que tubos LSAW, ofrecemos la transparencia técnica y los conocimientos técnicos que le permiten elegir la mejor ruta de procesamiento para la compensación única de calendario/especificaciones/presupuesto de su proyecto.

ASTM A53 frente a API 5L: Guía de selección y aplicación
En el campo de las tuberías industriales, ASTM A53 y API 5L son dos normas clave muy utilizadas, pero con posiciones muy diferentes. ASTM...

Introducción:Las diferencias tecnológicas determinan el éxito o el fracaso, y la selección debe ser “precisa”
En la transmisión de petróleo y gas, las infraestructuras municipales y otros grandes proyectos, la elección razonable del proceso de soldadura de tubos de acero afecta directamente al proyecto...

Análisis de la densidad del acero: Diferencias fundamentales entre aceros al carbono suaves y medios y aplicaciones industriales
La densidad del acero es uno de los parámetros clave que determinan sus propiedades físicas y aplicaciones industriales. Estado teórico de la densidad del acero...

Tubos de acero revestidos con 3LPE: una barrera sólida en el campo de la protección contra la corrosión industrial
En el duro entorno del petróleo y el gas, la industria química, la red de tuberías urbanas, etc., la fiabilidad a largo plazo y la resistencia a la corrosión del sistema de tuberías...

Tubo con revestimiento 3LPP: protección anticorrosión en entornos de alta temperatura y alta presión
En algunos entornos especiales difíciles, como la prospección de petróleo y gas en aguas profundas y el transporte de crudo a altas temperaturas, los revestimientos anticorrosión tradicionales se enfrentan a...

Tubos de acero FBE: el blindaje tecnológico de la línea de defensa del acero
I En las gélidas aguas bajo el oleoducto del Mar de Noruega, una sección de tubería de acero al carbono con revestimiento FBE ha estado en servicio durante 25...