












Un chef de projet recherche actuellement 50 kilomètres de tubes LSAW de grand diamètre pour un gazoduc transfrontalier essentiel à la mission de l'entreprise. Il s'agit d'un calendrier serré assorti d'une spécification exceptionnellement stricte en matière de précision dimensionnelle. Trouver un fournisseur est la partie la plus facile, la partie la plus difficile est de s'assurer que le fournisseur est capable de produire constamment une qualité élevée et de respecter la cadence de production.
Le secret pour satisfaire cette demande réside autant dans la matière première que dans la technologie de base de fabrication des tubes. Pour les projets de production standardisée à grand volume, il est essentiel de comprendre la différence entre les méthodes de formage LSAW. Le traitement UOE est un processus à forte intensité de capital et hautement automatisé qui constitue une réponse tout à fait différente à ce type de problème.
Dans cet article, vous apprendrez une analyse technique étape par étape du processus UOE des tubes en acier LSAW. Nous allons disséquer les phases du processus d'expansion mécanique : du formage au début jusqu'à l'expansion mécanique critique, en montrant une analyse basée sur des données de la façon dont il bénéficie à l'efficacité de votre production et à la qualité du produit final.

Le processus UOE : Une décomposition technique étape par étape
Le terme UOE désigne les processus de formage en U, en O et d'expansion, qui représentent les principales étapes séquentielles du processus. Il se caractérise par des taux de production extrêmement élevés et convient parfaitement à la production de tubes LSAW de grand diamètre et à parois épaisses.
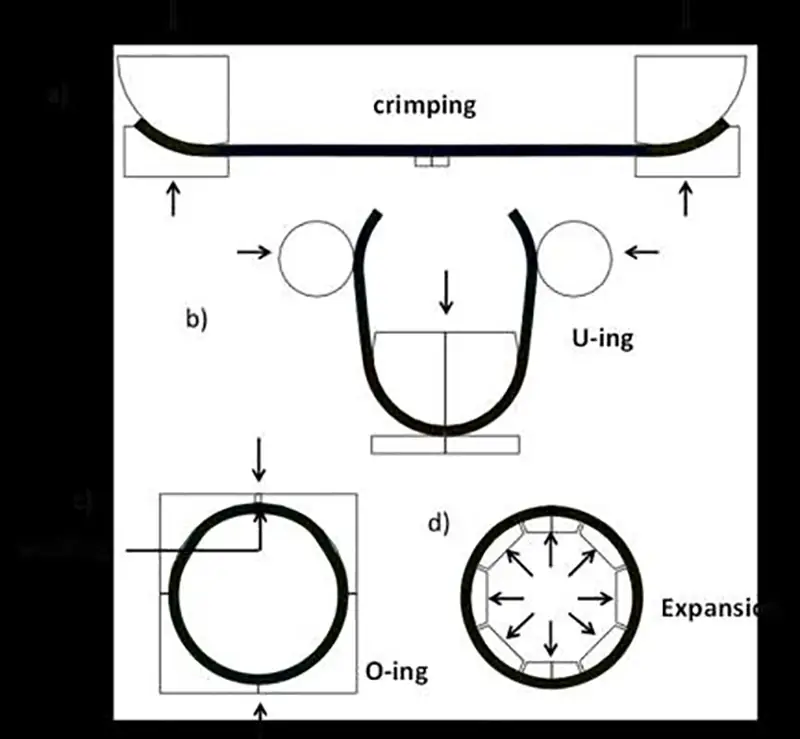
1. Prétraitement : Préparation de la tôle d'acier
La tôle d'acier brute subit deux étapes de préparation essentielles avant le formage. La première est le fraisage des bords, au cours duquel les bords de la tôle sont fraisés pour obtenir la géométrie d'ajustement correcte de la soudure. Vient ensuite le sertissage des bords, le sertissage des bords : Une presse puissante plie les bords de la plaque pour qu'ils épousent la courbure du tube fini. Le sertissage est également appelé bordage, effectuer un bord de 4,0 mm pour un tube de 1,0 mm d'épaisseur~pas plus de 0,10 mm d'épaisseur avant de chauffer la spirale de mûrissement. Ce premier sertissage permet d'éviter les imperfections lors de l'étape principale de l'O-ing et garantit un profil parfaitement circulaire.
2. La presse U-ing : La première étape du formage
Ensuite, la plaque d'acier préparée est transférée dans la presse à former des ”U”. C'est là qu'une énorme matrice supérieure - incurvée en forme de “U” - s'abat sur le panneau plat et lui donne la forme d'un "U" avec une force inouïe. Cette opération est réalisée en une seule fois et est très rapide, ce qui rend possible les étapes de formage successives.
3. La presse O-ing : Formage final et soudage
La plaque en forme de “U” est déplacée vers la presse à “O”. Il s'agit d'une presse dotée d'une matrice supérieure semi-circulaire très puissante qui descend et referme le "U" en "O" (pratiquement un tube circulaire). Les deux bords fraisés sont maintenant parfaitement appariés. Pendant qu'il est soumis à la pression de la presse en O, le joint est soudé par points, puis soudé à l'arc submergé (SAW) à l'intérieur et à l'extérieur pour produire un joint de soudure continu de haute qualité.
4. Le “E” : L'expansion mécanique - Le cœur du processus UOE
C'est cette étape qui définit véritablement le processus UOE et qui confère à ses produits des qualités supérieures. Après le soudage, le tube est acheminé vers un expandeur mécanique. Une tête d'expansion interne à segments multiples est insérée dans le tube et expansée hydrauliquement, en poussant vers l'extérieur contre les parois internes du tube. Cette action permet d'accomplir simultanément plusieurs tâches essentielles :
· Dimensionne le tuyau à son diamètre final exact avec une précision remarquable.
· Perfectionne sa circularité (hors de la rondeur).
· Redresse le tuyau sur toute sa longueur.
· Soulage les tensions internes qui ont été induites lors des processus de formage et de soudage. Ce phénomène, connu sous le nom d'effet Bauschinger, améliore considérablement les propriétés mécaniques finales du tube.
5. Essais et inspections finaux
Après la dilatation, chaque tube est soumis à une série d'essais rigoureux, tels que des essais hydrostatiques, des essais par ultrasons (UT) du cordon de soudure et du corps du tube, et des contrôles dimensionnels pour confirmer qu'il répond à toutes les exigences du projet et des normes internationales, y compris les suivantes API 5L.
Analyse quantitative : Processus UOE vs. JCOE
| Fonctionnalité | Processus de l'UOE | Processus JCOE | Mesure quantifiable / justification |
| Efficacité de la production | Débit continu à grande vitesse | Formage lent et progressif | Les lignes UOE sont automatisées pour la production de masse, atteignant souvent des cadences de 60 tubes/heure pour certaines tailles. |
| Précision dimensionnelle | Excellent | Très bon | L'étape d'expansion mécanique obligatoire dans le processus UOE garantit une circularité et une tolérance de diamètre supérieures, généralement dans les limites suivantes ±0,5% du diamètre. |
| Contrainte résiduelle | Faible | Modéré | L'expansion mécanique soulage activement les contraintes internes, ce qui améliore la stabilité du matériau et la résistance à la corrosion fissurante. |
| Flexibilité du diamètre | Limitée | Haut | L'outillage UOE est spécifique à une gamme étroite de diamètres. Les presses JCOE s'adaptent mieux à la production de petits lots de tailles variées. |
| Investissement en capital | Très élevé | Haut | Les presses U et O spécialisées et à fort tonnage, ainsi que l'expandeur mécanique, font de l'UOE un investissement initial nettement plus élevé. |
Le processus UOE est une technologie de pointe Tube LSAW Cette étape d'expansion est directement à l'origine des avantages essentiels de la méthode : une grande précision dimensionnelle et de faibles contraintes résiduelles dans le produit final.
Le choix entre les procédés de fabrication doit être déterminé par les spécificités du projet.
· Sélectionnez un fournisseur qui utilise le processus UOE : Si votre projet nécessite un très grand volume d'un diamètre de tube standard, le calendrier de production est serré et les exigences techniques pour atteindre les tolérances les plus étroites dans les dimensions sont un fait critique.
· Prenons le cas d'un fournisseur qui utilise une technique telle que le JCOE:lorsque votre projet porte sur de petits volumes de tubes de différents diamètres, nécessitant une plus grande flexibilité dans la production, ou si la vitesse de production la plus élevée n'est pas le principal facteur de coûts.
En fin de compte, la connaissance de la technologie du produit est la clé du succès de l'achat. Chez Allland Steel Pipe, nous ne nous contentons pas de fabriquer des tubes LSAW, nous offrons la transparence technique et le savoir-faire qui vous permettent de choisir la meilleure voie de traitement pour le compromis unique entre le calendrier, les spécifications et le budget de votre projet.

ASTM A53 vs. API 5L : Guide de sélection et d'application
Dans le domaine de la tuyauterie industrielle, l'ASTM A53 et l'API 5L sont deux normes clés largement utilisées, mais dont les positions sont très différentes. L'ASTM...

Introduction:Les différences technologiques déterminent le succès ou l'échec, et la sélection doit être “précise”
Dans le domaine du transport du pétrole et du gaz, des infrastructures municipales et d'autres projets majeurs, le choix raisonnable du processus de soudage des tuyaux en acier a une incidence directe sur le projet...

Analyse de la densité de l'acier : Différences fondamentales entre les aciers doux et moyens au carbone et applications industrielles
La densité de l'acier est l'un des paramètres clés qui déterminent ses propriétés physiques et ses applications industrielles. L'état théorique de la densité de l'acier...

Tube d'acier revêtu de 3LPE : une barrière solide dans le domaine de la protection contre la corrosion industrielle
Dans l'environnement difficile du pétrole et du gaz, de l'industrie chimique, du réseau de canalisations urbaines, etc., la fiabilité à long terme et la résistance à la corrosion du système de canalisations...

Tube revêtu de 3LPP : protection anticorrosion dans un environnement à haute température et à haute pression
Dans certains environnements spéciaux difficiles, tels que l'exploration pétrolière et gazière en eaux profondes et le transport de pétrole brut à haute température, les revêtements anticorrosion traditionnels sont confrontés à des défis importants,...

Tube d'acier FBE : l'armure technologique de la ligne de défense de l'acier
I Dans les eaux glacées du pipeline de la mer de Norvège, une section de tube en acier au carbone revêtu FBE est en service depuis 25...