












Lorsque vous optez pour des tubes en acier, êtes-vous toujours confronté à un dilemme : prix ou qualité ? Les données semblent indiquer que le soudage par résistance électrique est 15 fois plus rapide que celui des tubes en acier LSaw. Alors pourquoi les tubes en acier découpés par scie à arc (LSaw) restent-ils la solution la plus adaptée pour les canalisations à haute pression ? Cet article aborde les différences entre le soudage par fusion à l'arc et le soudage par résistance, validées par des données de laboratoire et des scénarios d'ingénierie, afin de vous aider à cerner avec précision les exigences de votre projet.
Différences fondamentales entre les sources de chaleur
Soudage par fusion à l'arc vs soudage par pression thermique de Joule
Tuyau en acier LSAW : Pénétration profonde par soudage à l'arc par fusion
Les tubes en acier soudés selon le procédé LSAW (soudage à l'arc submergé longitudinal) utilisent du fil et un flux pour le soudage. La température élevée (~3 000 °C) de l'arc fait fondre le métal de base et le métal d'apport, formant ainsi un bain de fusion d'une profondeur de 3 à 5 mm. Le principal avantage de cette méthode réside dans sa capacité à réaliser des soudures profondes, dont la profondeur de pénétration peut même dépasser 8 mm, garantissant ainsi la résistance sur toute l’épaisseur du tube. Cependant, l’apport important de chaleur entraîne une zone affectée thermiquement (ZAT) plus large, d’une largeur de 3 à 5 mm, ce qui peut favoriser un grossissement local du grain et entraîner ainsi une diminution de la résistance à la traction.
Tuyau en acier ERW : Le soudage par résistance électrique à haute fréquence (ERW), couramment utilisé pour les tubes en acier, repose sur le passage d’un courant électrique à haute fréquence (100–400 kHz) à travers le bord de la bande, au niveau de la résistance de contact, ce qui entraîne la production de chaleur par effet Joule. Le métal est fondu en l'espace de 0,1 à 0,5 seconde, puis la liaison sans soudure est réalisée sous la pression du rouleau. La densité énergétique de la source de chaleur est considérablement élevée (~10⁶ W/cm²), mais la très courte durée du chauffage limite la zone affectée thermiquement (HAZ) à 0,1-0,3 mm, sans pratiquement aucune modification de la taille des grains du matériau.
Comparaison des caractéristiques de la source de chaleur entre les procédés LSAW et ERW
| Paramètres | Tuyau LSAW (soudage par fusion à l'arc) | Tuyaux ERW (soudage par résistance) |
| Plage de température | 2 500–3 500 °C | 1 200–1 400 °C |
| Temps de chauffage | 5 à 10 secondes | 0,1 à 0,5 seconde |
| Densité énergétique | 10⁴–10⁵ W/cm² | 10⁵–10⁶ W/cm² |
| Profondeur HAZ | 3 à 5 mm | 0,1–0,3 mm |
Comparatif des procédés de formage : pré-pliage contre profilage en continu
Tuyaux en acier LSAW – Procédé JCOE : Précision et limites d'épaisseur
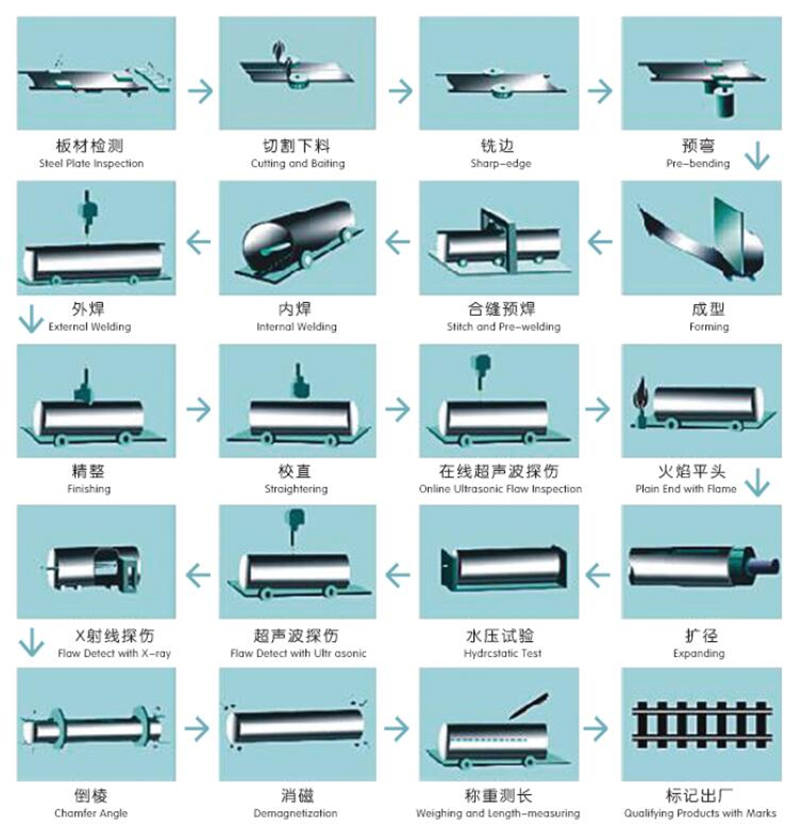
Le procédé de fabrication de tubes en acier LSAW utilisant le processus JCOE (pré-cintrage → sertissage → formage en O → expansion) permet d'obtenir une précision de cintrage de ±0,1 mm par passe. Elle peut être utilisée pour la fabrication de tubes à forte épaisseur de paroi (8–40 mm) et de grande section (406–1 500 mm) destinés, par exemple, au transport de pétrole et de gaz. Bien qu’une nouvelle ligne coûte plus de 28 millions de dollars, sa cadence de production est relativement faible : jusqu’à 1 à 2 mètres par minute.
Profilage en continu de tubes en acier ERW : L'efficacité avant tout
Le tube en acier ERW transforme la bande d'acier en un tube circulaire à l'aide de ses rouleaux continus ; il constitue ainsi une méthode de production efficace offrant une vitesse de cycle de 10 à 30 mètres par minute, tout en ne consommant que 30 à 50% d'énergie par rapport aux tubes LSAW. Néanmoins, le courant à haute fréquence, dont la profondeur de pénétration est limitée, impose une épaisseur maximale du matériau de ≤ 20 mm, et l’équivalent carbone du matériau doit être ≤ 0,45 pour éviter la fragilisation de la soudure.
Comparaison des paramètres de processus
| Paramètres | Tuyau LSAW | Tuyau ERW |
| Épaisseur de la paroi | 8 à 40 mm | ≤ 20 mm |
| Plage de diamètres des tuyaux | 406 à 1 500 mm | 20 à 610 mm |
| Vitesse de production | 1 à 2 m/min | 10 à 30 m/min |
| Coût du matériel | >200 millions de yens | environ 50 millions de yens |
Caractéristiques des soudures et mécanismes à l'origine des défauts
1.Tube d'acier LSAW: Pénétration en profondeur et risques cachés
Les soudures des tubes en acier LSAW sont réputées pour leur résistance (540 MPa selon API 5L normes) tout en pouvant entraîner certains effets négatifs, tels que la présence d’inclusions de scories ou un manque de fusion, notamment dans le cas de soudures multicouches. En raison d’inclusions de scories, un projet de gazoduc a subi une perte économique de 50 millions de yens due à une fuite. Il est nécessaire de recourir au contrôle par ultrasons (UT) et au contrôle radiographique (RT) pour la détection, afin d’obtenir un taux de défauts ne dépassant pas 0,51 TP4T.
2. Tuyaux en acier ERW : une efficacité qui implique des compromis
La qualité des soudures des tubes en acier ERW dépend de la qualité de l'adhérence. Un mauvais contrôle des paramètres peut entraîner l'apparition d'inclusions d'oxyde (taches grises) ou de soudures à froid (fusion incomplète). Un fabricant de pots d'échappement automobiles a dû rappeler 100 000 produits en raison de taches grises et a subi une perte de plus de 10 millions de yens. Les nouvelles lignes de soudage ERW équipées de contrôles en ligne par courants de Foucault et par ultrasons permettent de réduire le taux de défauts à ≤ 0,11 TP4T.
Prise en charge des données de laboratoire
Durée de vie en fatigue : des essais réalisés par des organismes indépendants montrent que les tubes en acier fabriqués selon le procédé LSAW ont une durée de vie sous charge cyclique 2,3 fois supérieure à celle des tubes en acier fabriqués selon le procédé ERW (Source : Livre blanc sur les technologies de soudage de BaoSteel, 2022).
Résistance aux chocs : les soudures des tubes en acier LSAW atteignent ≥ 40 J à -50 °C (ASTM A333), tandis que celles des tubes en acier ERW n'atteignent que ≥ 27 J (ASTM A53).
Logique de sélection et limites d'application
1. Scénarios de haute pression : le domaine des tubes en acier LSAW
Les tubes en acier fabriqués selon le procédé LSAW peuvent être utilisés dans des environnements à haute pression, par exemple ≥ 12 MPa (comme le gazoduc sino-russe de l'Est), grâce à leurs parois épaisses et à leur profondeur de pénétration élevée, qui leur permettent de résister à des pressions très élevées. En revanche, les tubes en acier ERW ne peuvent être utilisés que si la pression est inférieure ou égale à 8 MPa (conformément à la norme ASTM A53) et leur mise en œuvre nécessite simplement de respecter les exigences de contrôle qualité applicables à ce type de soudures.
2. Scénarios axés sur les coûts : l'avantage économique des tubes en acier ERW
Les tubes en acier ERW permettent une réduction de 30 à 50% des coûts unitaires et des délais de production ; ils sont recommandés pour les réseaux de gaz urbains et l'irrigation agricole. Par ailleurs, le taux de défauts plus faible des tubes LSAW explique que leurs coûts d'entretien soient inférieurs de 40% à long terme.
3. Environnements extrêmes : le caractère irremplaçable des tubes en acier LSAW
Basse température : les tubes en acier LSAW conservent leur ténacité à -50 °C, ce qui les rend adaptés aux gisements pétroliers de l'Arctique.
Corrosion : la microstructure homogène des tubes en acier fabriqués selon le procédé LSAW prolonge la durée de vie du 30% en milieu marin.

Comparaison de cas
| Projet | Gazoduc sino-russe de l'Est (LSAW) | Réseau de gaz urbain (ERW) |
| Pression | 12 MPa | 4 MPa |
| Diamètre | 1 420 mm | 300 mm |
| Coût total | Investissement initial élevé, faible coût d'entretien | Faible investissement initial, entretien modéré |
Conclusion : optimisation spécifique à chaque scénario
Le débat opposant les tubes en acier LSAW aux tubes en acier ERW ne porte pas sur la question de savoir lequel est meilleur que l’autre. Il s’agit plutôt de déterminer lequel est le plus adapté à une situation particulière. Les tubes LSAW sont indispensables pour les applications à haute pression, les parois épaisses et les environnements extrêmes. Les tubes ERW s’imposent sans conteste dans le secteur de la pression moyenne à faible, où le coût est un facteur déterminant. Le respect des normes industrielles telles que l’API 5L et l’ASTM A53, la réalisation d’essais par des organismes tiers et la maîtrise des coûts dans le respect du budget constituent des éléments clés du processus.

ASTM A53 vs. API 5L : Guide de sélection et d'application
Dans le domaine de la tuyauterie industrielle, l'ASTM A53 et l'API 5L sont deux normes clés largement utilisées, mais dont les positions sont très différentes. L'ASTM...

Introduction:Les différences technologiques déterminent le succès ou l'échec, et la sélection doit être “précise”
Dans le domaine du transport du pétrole et du gaz, des infrastructures municipales et d'autres projets majeurs, le choix raisonnable du processus de soudage des tuyaux en acier a une incidence directe sur le projet...

Analyse de la densité de l'acier : Différences fondamentales entre les aciers doux et moyens au carbone et applications industrielles
La densité de l'acier est l'un des paramètres clés qui déterminent ses propriétés physiques et ses applications industrielles. L'état théorique de la densité de l'acier...

Tube d'acier revêtu de 3LPE : une barrière solide dans le domaine de la protection contre la corrosion industrielle
Dans l'environnement difficile du pétrole et du gaz, de l'industrie chimique, du réseau de canalisations urbaines, etc., la fiabilité à long terme et la résistance à la corrosion du système de canalisations...

Tube revêtu de 3LPP : protection anticorrosion dans un environnement à haute température et à haute pression
Dans certains environnements spéciaux difficiles, tels que l'exploration pétrolière et gazière en eaux profondes et le transport de pétrole brut à haute température, les revêtements anticorrosion traditionnels sont confrontés à des défis importants,...

Tube d'acier FBE : l'armure technologique de la ligne de défense de l'acier
I Dans les eaux glacées du pipeline de la mer de Norvège, une section de tube en acier au carbone revêtu FBE est en service depuis 25...