












When you are going to steel pipes, are you still struggling with – price or quality? The data appears to show that electric resistance welding pipes are faster in welding than the lsaw steel pipe ones by 15 times. So why is an lsaw steel pipe still the most appropriate alternative for high-pressure pipelines? In this article, the differences between arc fusion welding and resistance welding, as validated with lab data and engineering scenarios, are discussed to facilitate your project requirements’ accurately identification.
Fundamental Differences in Heat Sources
Arc Fusion Welding vs. Joule Heat Pressure Welding
LSAW steel pipe: Deep Penetration via Arc Fusion Welding
LSAW (Longitudinal Submerged Arc Welding) steel pipe uses wire and flux for the welding process. The high temperature (~3000°C) of the arc melts the base metal and filler material, which then constitutes a 3–5 mm deep molten pool. The principal advantage of the method is the ability to make deep welds, where even the penetration depth is more than 8 mm, thus the whole thickness of the pipe will be strong. However, the introduction of much heat will lead to a broader heat-affected zone (HAZ) with a width of 3–5 mm that might actually promote local grain coarsening and thus lead to reduced tensile strength.
ERW steel pipe: Instantaneous Pressure Welding via High-Frequency Current Electric Resistance Welding, commonly abbreviated ERW steel pipes, makes use of high-frequency (100–400 kHz) electric current passing through the edge of the strip where contact resistance exists, which results in the generation of Joule heat. The metal gets melted to liquid state in 0.1 – 0.5 seconds, then the seamless bonding is carried out by the pressure of the roller. The energy density of the heat source is considerably high (~10⁶ W/cm²), yet the very short duration of heating restricts the HAZ to 0.1-0.3 mm, with practically no change in the grain size of the material.
Heat Source Characteristics Comparison between LSAW and ERW
| Parameter | LSAW pipe (Arc Fusion Welding) | ERW pipe(Resistance Welding) |
| Temperature Range | 2500–3500°C | 1200–1400°C |
| Heating Time | 5–10 seconds | 0.1–0.5 seconds |
| Energy Density | 10⁴–10⁵ W/cm² | 10⁵–10⁶ W/cm² |
| HAZ Depth | 3–5 mm | 0.1–0.3 mm |
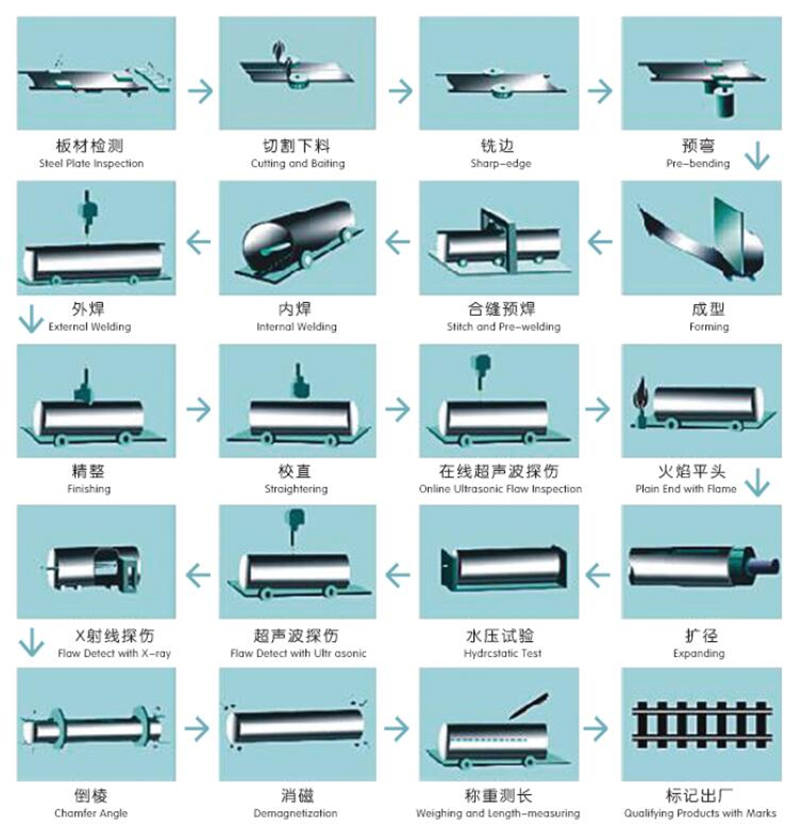
Forming Process Showdown Pre-Bending vs. Continuous Roll Forming
LSAW steel pipe JCOE Process: Precision and Thickness Limits
The LSAW steel pipe method that uses JCOE process (Pre-bending → Crimping → O-forming → Expanding) makes it possible to get the precision of bending ±0.1 mm for each pass. It can be used for the manufacture of pipes with high wall thickness (8–40 mm) and big size (406–1500 mm) for applications as in the transmission of oil and gas. Despite the fact that a new line costs over USD 28 million, it is quite a low speed of production — up to 1–2 meters per minute.
ERW steel pipe Continuous Roll Forming: Efficiency First
ERW steel pipe forms strip steel into a circular pipe with its continuous rolls, and thus represents one efficient production method that offers a cycle speed of 10–30 meters per minute and still consumes only 30–50% energy of LSAW pipes. Nevertheless, it is the high-frequency current with the depth limitation causing restriction of material thickness to ≤20 mm, and the carbon equivalent of the material must be ≤0.45 to avoid weld embrittlement.
Process Parameter Comparison
| Parameter | LSAW Pipe | ERW Pipe |
| Wall Thickness | 8–40 mm | ≤20 mm |
| Pipe Diameter Range | 406–1500 mm | 20–610 mm |
| Production Speed | 1–2 m/min | 10–30 m/min |
| Equipment Cost | >¥200 million | ~¥50 million |
Weld Characteristics and Defect Mechanisms
1.LSAW steel pipe: Deep Penetration and Hidden Risks
LSAW steel pipe welds are known for their strength (540 MPa according to API 5L standards) and at the same time have some negative impacts such as slag inclusion or lack of fusion where multi-layer welding is involved. Due to slag inclusion, a natural gas pipeline project experienced a ¥50 million economic loss through its leakage. It is necessary to use ultrasonic testing (UT) and radiographic testing (RT) for the detection to have a defect rate of not more than 0.5%.
2.ERW steel pipe: Efficiency with Compromises
ERW steel pipe welds are dependent on bonding quality. The incorrect control of parameters can cause oxide inclusions (gray spots) or cold welds (incomplete fusion). A car exhaust pipe manufacturer has taken back 100,000 products due to gray spots and lost more than ¥10 million. New ERW lines equipped with online eddy current and ultrasonic testing are good for making defect rates drop to ≤0.1%.
Laboratory Data Support
Fatigue Life: Third-party tests show LSAW steel pipe have 2.3 times the cyclic load lifespan of ERW steel pipe (Source: BaoSteel 2022 Welding Technology White Paper).
Impact Toughness: LSAW steel pipe welds achieve ≥40 J at -50°C (ASTM A333), while ERW steel pipe welds reach only ≥27 J (ASTM A53).
Selection Logic and Application Boundaries
1.High-Pressure Scenarios: LSAW steel pipe Domain
LSAW steel pipe can be used for high pressure environments like ≥12 MPa (e.g., Sino-Russian Eastern Gas Pipeline) due to the thick walls and deep penetration that can endure the huge pressure. However, ERW steel pipe can only apply if the pressure is ≤8 MPa (per ASTM A53) and can work by simply following the quality control requirements of such welds.
2.Cost-Sensitive Scenarios: ERW steel pipe Economic Edge
ERW steel pipe brings about a reduction of 30–50% in the unit costs and production time and is recommended for city gas networks and agricultural irrigation. Meanwhile, the lower defect rate of LSAW pipe is the reason for a maintenance cost that is less by 40% in the long run.
3.Extreme Environments: LSAW steel pipe Irreplaceability
Low Temperature: LSAW steel pipe retains toughness at -50°C, suitable for Arctic oilfields.
Corrosion: LSAW steel pipe uniform microstructure extends service life by 30% in marine environments.

Case Comparison
| Project | Sino-Russian Eastern Gas Pipeline (LSAW) | Urban Gas Network (ERW) |
| Pressure | 12 MPa | 4 MPa |
| Diameter | 1420 mm | 300 mm |
| Total Cost | High initial investment, low maintenance | Low initial investment, moderate maintenance |
Conclusion: Scenario-Specific Optimization
The LSAW steel pipe vs ERW steel pipe dispute does not focus on the issue of one being better than the other. Instead, it is mostly about which is more appropriate in a particular scenario. LSAW pipe is indispensable for high pressure, thickness of walls, and extreme environments. ERW pipe is uncontested in the cost-sensitive, medium-low pressure sector. Referring to industry standards such as API 5L and ASTM A53, carrying out third-party testing, and controlling costs within the budget are key points in the process.

ASTM A53 vs. API 5L: A Guide to Selection and Application
In the field of industrial piping, ASTM A53 and API 5L are two key standards that are widely used, but have very different positions. ASTM...

Introduction:Technology differences determine success or failure, and selection needs to be “precise”
In oil and gas transmission, municipal infrastructure and other major projects, the reasonable choice of steel pipe welding process directly affects the project...

Steel Density Analysis: Core Differences between Mild and Medium Carbon Steels and Industrial Applications
The density of steel is one of the key parameters that determine its physical properties and industrial applications. Theoretical state of steel density...

3LPE coated steel pipe: a solid barrier in the field of industrial corrosion protection
In the harsh environment of oil and gas, chemical industry, urban pipe network, etc., the long-term reliability and corrosion resistance of pipeline system...

3LPP coated pipe: anti-corrosion guard in high temperature and high pressure environment
In some challenging special environments such as deep-sea oil and gas exploration and high-temperature crude oil transportation, traditional anti-corrosion coatings face significant challenges,...

FBE steel pipe: the technological armor of the steel defense line
I In the icy waters beneath the Norwegian Sea pipeline, a section of FBE Lined Carbon Steel Pipe has been in service for 25...