












تقديم
في مجال النفط والغاز (على سبيل المثال خطوط أنابيب النقل لمسافات طويلة) والصناعات الكيميائية (خط أنابيب توصيل المفاعلات) والصناعات البلدية (شبكات إمدادات المياه), الأنابيب الفولاذية هي جوهر أنظمة نقل السوائل/الغاز. ويعتمد اللحام في الموقع لأنابيب الصلب في الموقع إلى حد كبير على نهاية الأخدود عالية الجودة - وهذه ليست “لمسة نهائية”، ولكنها الفرضية الأساسية للحام الفعال وعالي الجودة. اللحام الملحوم المعالج جيدًا الأنابيب الفولاذية يمكن للأخدود القضاء على 80% من عيوب اللحام الشائعة (مثل الانصهار غير الكامل)، وتقليل وقت إعادة العمل بمقدار النصف، وأخيرًا خفض التكاليف الإجمالية للمشروع.
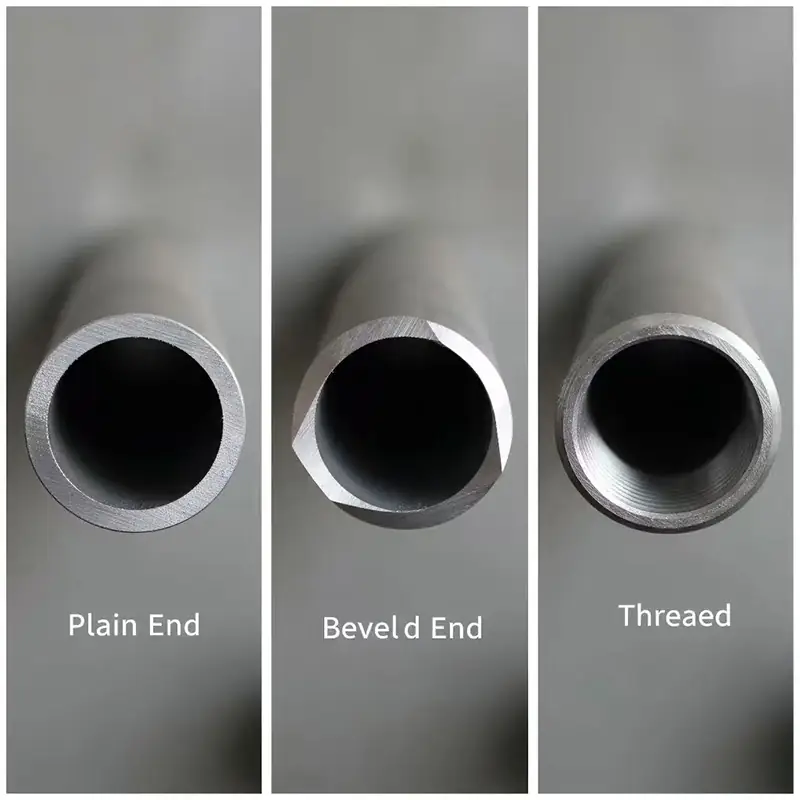
ما هو الطرف المائل في الأنبوب الفولاذي؟
للحام الأنابيب الفولاذية, ، يشير الأخدود إلى السطح المائل الدقيق الذي تم تشكيله في نهاية الأنبوب، وهو مصمم خصيصًا لدمج الأنبوبين الفولاذيين تمامًا أثناء عملية اللحام. على عكس النهايات المسطحة (التي تنطبق فقط على وصلات الشفة التي تتطلب مثبتات إضافية)، فإن النهايات المشطوفة مصممة خصيصًا للحام. يتكون هيكلها الأساسي من عنصرين غير قابلين للتفاوض: الزاوية المشطوفة (التي تحدد مدخل القوس) وسطح الجذر (الذي يحمي سلامة خط الأنابيب).
العناصر الرئيسية في الطرف المائل
- الزاوية المائلة (30 درجة قياسية): الزاوية الثابتة بين سطح الزاوية المائلة والجدار الخارجي لخط الأنابيب، والتي يتم اختبارها والتحقق منها من خلال الممارسات الصناعية.
- سطح الجذر: مقطع داخلي مسطح 1-3 مم (يتم تعديل السمك وفقًا لقطر الأنبوب: 1 مم لخط أنابيب DN 50 و3 مم لخط أنابيب DN 2000)
لماذا تكون الزاوية المائلة 30 درجة؟
- اختراق كامل: 30°يخلق أفضل فتحة للقناة على شكل قوس - الزوايا الأصغر (مثل 20°) تسد القوس، مما يؤدي إلى اختراق غير كامل؛ الزوايا الأكبر (مثل 45°) استخدام معدن حشو مزدوج.
- توافق اللحام: يتطابق تمامًا مع عمليات اللحام SMAW (اللحام اليدوي) وGMAW (شبه الأوتوماتيكي) وFCAW (اللحام بالتدفق المحفور)، ولا توجد حاجة إلى تخصيص تعديلات مسدس اللحام.
- توفير في التكاليف: لنفس DN 150 الأنابيب الفولاذية, ، تستخدم الزوايا بزاوية 30 درجة معدن حشو أقل بمقدار 25% من زوايا 45 درجة، مما يقلل من تكاليف المواد لكل وصلة بمقدار 15-30.
حركة سطح الجذر
- منع الاحتراق: امتصاص حرارة اللحام الزائدة (حتى 3000 درجة مئوية) لحماية الجدار الداخلي لخط الأنابيب وتجنب الثقوب التي تحتاج إلى سدها.
- تقوية الوصلات: تشكيل حبة لحام جذرية موحدة، وهو أمر مهم جدًا للحام الضغط العالي الأنابيب الفولاذية (مثل خطوط أنابيب النفط التي يبلغ ضغطها 10,000 رطل لكل بوصة مربعة.
- تثبيت حوض اللحام: منع المعدن المنصهر من التنقيط داخل خط الأنابيب (يسمى “الترهل”)، وإلا فإنه يحتاج إلى طحن داخلي لإزالته.
جودة الطائرة المائلة وكفاءة اللحام
تسريع سرعة اللحام
- لا حاجة إلى تعديلات متكررة: تسمح الزوايا الثلاثين الدقيقة لعمال اللحام بتثبيت موضع شعلة اللحام في وقت واحد (على سبيل المثال. 15 من محور خط الأنابيب)، مما يوفر وقت تركيب 30% مقارنة بالأخدود غير المنتظم.
- تمريرات أقل لـ DN 200 الأنابيب الفولاذية, ، تحتاج إلى 3-4 تمريرات فقط للحصول على أخدود منتظم؛ أما المستوى المائل غير المنتظم فيحتاج إلى 5-6 تمريرات، وتحتاج كل وصلة إلى 10-15 دقيقة.
ارتفاع معدل النجاح لأول مرة (FTPR))
- التخلص من العيوب: تقلل الزوايا الدقيقة وسطح الجذر من الاختراق غير المكتمل والمسامية - في مشروع غاز طبيعي حديث، بعد التحول إلى الأنابيب الفولاذية, ،ارتفع معدل المواليد الجدد من 78% إلى 96%.
- الفحص أسهل: تعمل اللحامات المتناسقة على تسريع الاختبارات غير المتلفة (يتم تقليل وقت الاختبار بالموجات فوق الصوتية لكل وصلة من 10 دقائق إلى 5 دقائق).
أنابيبنا الفولاذية وأنابيب اللحام الفولاذية
نطاق المنتج
| نوع المنتج | درجة المادة | القطر | السُمك | الزاوية المائلة | وجه الجذر |
| سلس أنابيب الصلب | API 5L X42-X80 | DN50-600 | 5-25 مم | 30°±1° | 1-2 مم |
| ملحوم طوليًا | API 5L 5L X42-X65 | DN100-1200 | 4-18 مم | 30°±1° | 1-2.5 مم |
| ملحومة لولبية | API 5L 5L X42-X70 | DN200-2000 | 6-30 مم | 30°±1° | 2-3 مم |
الخصائص الرئيسية
- دقة التحكم العددي: تُستخدم ماكينة شطف بالتحكم العددي خماسية المحاور لضمان تفاوت زاوي يبلغ 1 وتفاوت الجذر 0.5 مم (لا توجد أخطاء يدوية)
- المعالجة السطحية: بعد معالجة الأخدود، يمكن لحام خط الأنابيب في الموقع بعد عملية الصقل بالخردق (إزالة الصدأ) والطلاء المضاد للصدأ (حماية لمدة 6 أشهر).
- قابلة للتخصيص: للمشاريع الخاصة (على سبيل المثال: Offshore الأنابيب الفولاذية المستخدمة في اللحام)، يمكن تعديل الزاوية إلى 35، وسطح الجذر 4 مم، وهو ما يلبي معيار القسم التاسع من ASME BPVC.
برنامج التطبيقات
- النفط والغاز: خطوط الأنابيب العابرة للبلدان/خطوط الأنابيب البحرية (تقلل من وقت اللحام بمقدار 20-301 تيرابايت في 3 تيرابايت، وهو أمر بالغ الأهمية للمواقع الصحراوية/البحرية النائية).
- المواد الكيميائية: مقاومة للتآكل أنابيب الصلب للحام (خيار مادة 316 ل)، مع وصلات مانعة للتسرب، يمكن استخدامها بأمان لنقل الأحماض/القلويات.
- الطاقة: خطوط أنابيب بخار عالية الحرارة (تصل إلى 500 درجة مئوية) وعالية الضغط، والتي تتوافق مع متطلبات اللحام في محطة توليد الطاقة.
- البلديات: مشاريع المياه/الصرف الصحي (اللحام السريع يقلل من وقت إغلاق الطرق، ويقلل من تعطل حركة المرور).
الخاتمة
للحام الأنابيب الفولاذيةق، فإن نهاية الأخدود عالية الجودة غير قابلة للتفاوض - حيث تضمن الزاوية 30 اختراقًا كاملاً، بينما يضمن سطح الجذر سلامة المفصل، مما لا يقلل من وقت اللحام فحسب، بل يقلل أيضًا من معدلات إعادة العمل. يستخدم مصنعنا تقنية التحكم الرقمي باستخدام الحاسب الآلي المتقدمة لإنتاج مائل دقيق الأنابيب الفولاذية, ، مما يساعدك على توفير 20-30% في تكاليف العمالة في الموقع والوفاء بالمواعيد النهائية للمشروع. اتصل بنا الآن للحصول على حل لحام الأنابيب الفولاذية الخاصة (مثل تخصيص الأقطار والمواد لتلبية احتياجاتك الخاصة.

ASTM A53 مقابل API 5L: دليل للاختيار والتطبيق
في مجال الأنابيب الصناعية، ASTM A53 وAPI 5L هما معياران رئيسيان يستخدمان على نطاق واسع، ولكنهما مختلفان تمامًا في الوضعيات. ASTM...

مقدمة: تحدد الاختلافات التكنولوجية النجاح أو الفشل، ويجب أن يكون الاختيار “دقيقًا”
في مشاريع نقل النفط والغاز والبنية التحتية البلدية وغيرها من المشاريع الكبرى، يؤثر الاختيار المعقول لعملية لحام الأنابيب الفولاذية بشكل مباشر على المشروع...

تحليل كثافة الفولاذ: الاختلافات الأساسية بين الفولاذ الكربوني الطري والمتوسط والتطبيقات الصناعية
تُعد كثافة الفولاذ أحد العوامل الرئيسية التي تحدد خصائصه الفيزيائية وتطبيقاته الصناعية. الحالة النظرية لكثافة الفولاذ...

أنابيب الصلب المطلي ب 3LPE: حاجز صلب في مجال الحماية من التآكل الصناعي
في البيئة القاسية للنفط والغاز، والصناعات الكيميائية، وشبكة الأنابيب الحضرية، وما إلى ذلك، فإن موثوقية ومقاومة التآكل على المدى الطويل لنظام خطوط الأنابيب...

الأنابيب المطلية بـ 3LPP: واقي مضاد للتآكل في درجات الحرارة العالية وبيئة الضغط العالي
في بعض البيئات الخاصة الصعبة مثل التنقيب عن النفط والغاز في أعماق البحار ونقل النفط الخام في درجات حرارة عالية، تواجه الطلاءات التقليدية المضادة للتآكل تحديات كبيرة في بعض البيئات الخاصة الصعبة مثل التنقيب عن النفط والغاز في أعماق البحار ونقل النفط الخام في درجات حرارة عالية...

أنابيب الصلب FBE: الدرع التكنولوجي لخط الدفاع الصلب
I في المياه الجليدية تحت خط أنابيب بحر النرويج، يوجد قسم من أنابيب الصلب الكربوني المبطنة من الصلب الكربوني FBE في الخدمة منذ 25...